Home/Foundry/Gravity Die Casting
Safety-critical aluminium castings for the world's mechanical systems
MAP Alloys is an automation-led gravity die-casting foundry manufacturing high-volume brake components for two- and three-wheeler systems, and scaling its capability into diverse applications. Cast to the tolerances safety-critical parts demand.
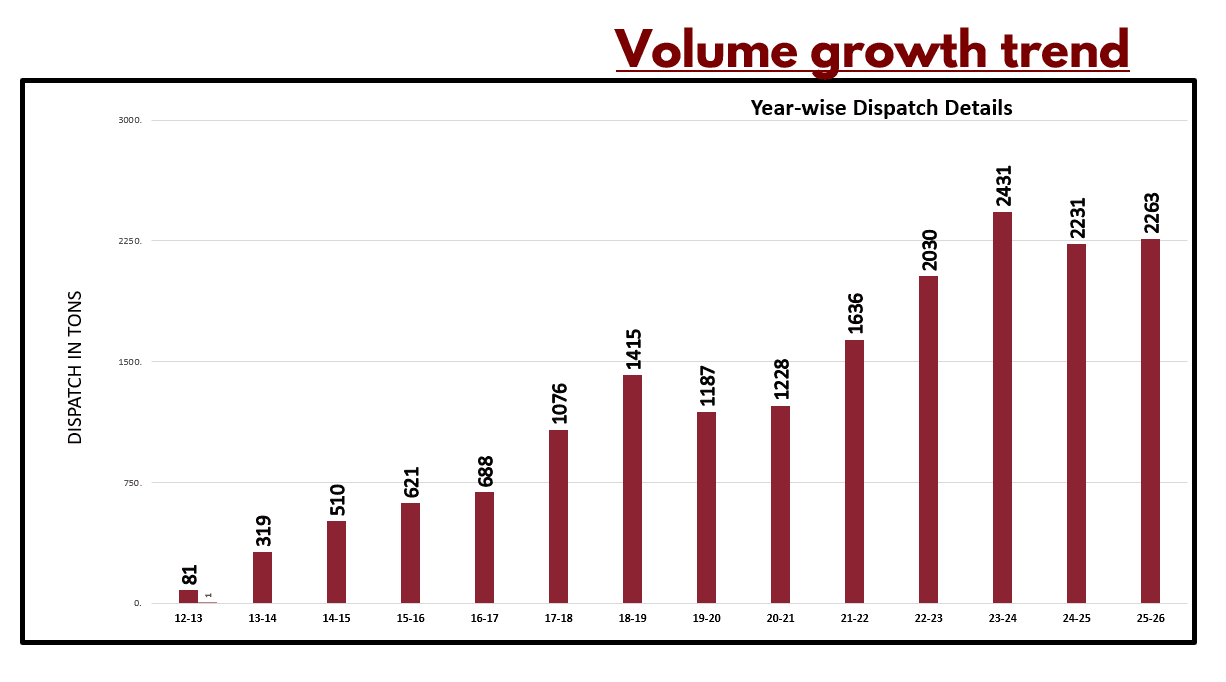
Capacity
4200MT/yr
GDC Machines
44
Furnaces
6tower
Part range
100 g - 5 kg